
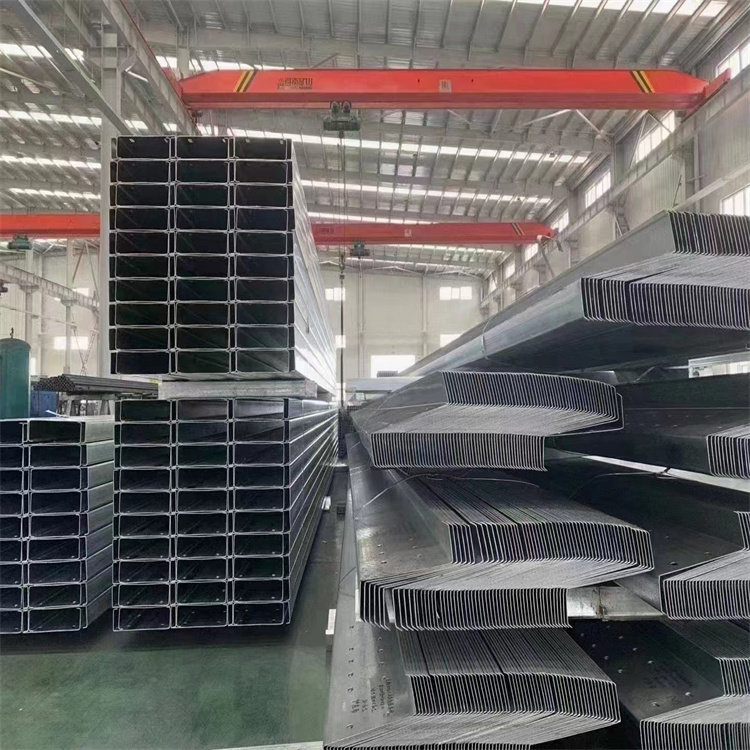
轧三张家口材质Q345E方管大口径方管250x100x10方管
轧三张家口材质 并在管子上划出需熔焊的长度。将 熔焊机打加温至26℃,当控制指示灯变成绿灯时,始焊接。将需连接的管子和配件放进焊接机头,加热管子的外表面和配件接口的内表面。然后同时从机头处拔出并迅速将管子加热的端头插入已加热的配件接口。插入时不能旋转管子,插入后应静置冷却数分钟不动。其加热时间和冷却时间及焊接深度按下表要求执行:管外径(mm)焊接深度(mm)加热时间(s)时 838.55注:若环境温度小于5℃,加热时间应延长5%。

山东轧三特钢有限公司是一家经营方管、矩形管、直缝焊管、无缝钢管,高压锅炉钢管的企业 ,主要销方管,方矩管,无缝钢管,无缝方管,焊接钢管,镀锌方矩管,锅炉无缝管等产品。所产品适用于多个领域。多年来公司坚持以市场为导向,以客户为主,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断的发展壮大。在业界确立了多种服务体系,以良好的信誉、优的产品、低的价格,产品深得用户依赖。
公司本着质量为本,诚信经营、互惠互利的方针。在广大新老客户支持下,公司与各大企业建立了良好的供货关系。
公司将继续高举“实业报国、振兴中华民族经济”的旗帜,将一如既往地发挥长期的公司优的服务,实现与高水准接轨,竭诚与四海宾朋携手共创辉煌、共同托起中华民族工业的太阳。


轧三张家口材质Q345E方管大口径方管250x100x10方管依据实验室研发进程所断定的反响条件和操作进程进行试出产。RA-315试出产的工艺流程见图3,操作进程如下将塔尔油及催化剂参加珐琅反响罐内;动拌和器,升温至1℃左右,加热拌和数小时;操控温度在1℃左右,拌和一起通入;将反响混合物转入氧化反响罐内;用空气压缩机通入必定量空气,控温1℃左右,拌和数小时;产品经精制后包装备用。物化常数测定。塔尔油经氯化和氧化等反响,构成组成杂乱的混合产品。脱脂的方法一般有电解清洗、机上清洗与燃烧脱脂等。电解清洗采用碱液为清洗剂,通常是2%――4%的硅酸钠水溶液,外加界面活性剂以降低碱液表面张力改善清洗效果。通过碱液发生电解,放出氢气与氧气,起到机械冲击作用。从而加速脱脂过程。火:退火有初退火、中间退火和 终退火(成品退火)初退火是为冷轧作准备,使带钢具有良好的塑性和一定的组织。初退火主要用于含碳量较高的碳素结构钢,合金结构钢等。初退火工艺制度因钢质不同而不同,一般在64-75摄氏度。
经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
轧三张家口材质Q3 碎筛分破碎原为三段路破碎,破碎粒度为-2mm,23年经改造实现细破碎闭路,现为三段一闭路破碎流程,年破碎原矿能力135万吨,改造后破碎粒度由2mm降低到15mm。兰尖、朱矿采出的矿石经铁路运到选矿厂粗碎作业,经2台PX-12/18旋回破碎机及4台PYB-22簧标准型圆锥破碎机破碎到-7mm,进入干选机抛尾后,经筛分作业后进入2台H88山特维克破碎机、8台PYD-22短头型圆锥破碎机破碎到-15mm达到93%左右。